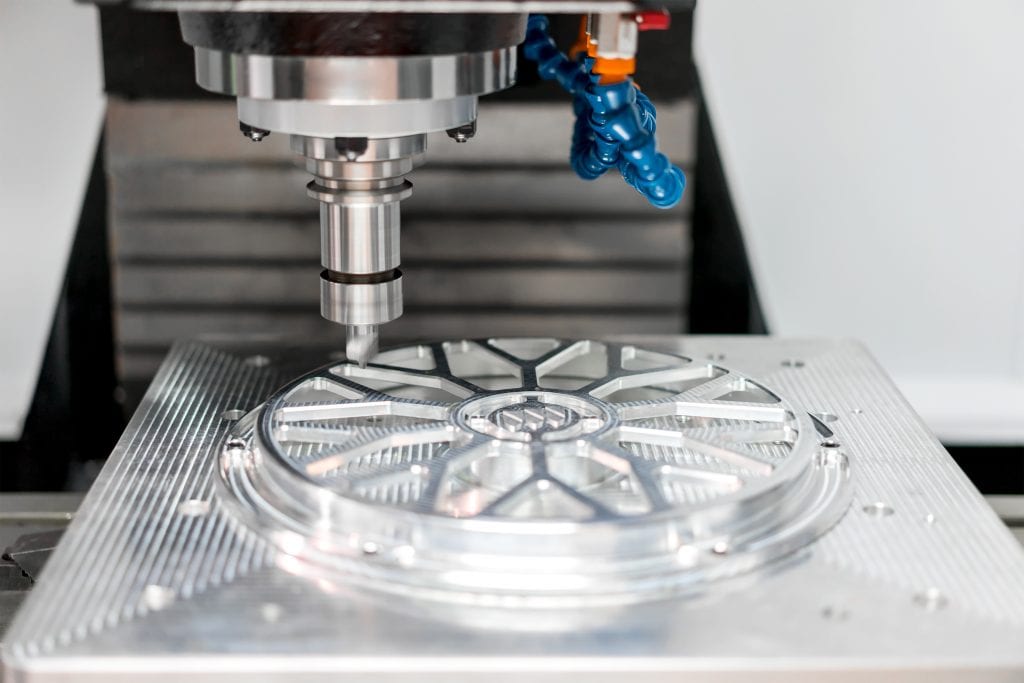
When thinking about best practices for CNC precision machining, it’s not just the process at the machine on the production floor that you should scrutinize. Producing the most optimal part in the least amount of time, at the lowest cost, while maintaining the highest levels of quality, means you need to consider the entire organization.
Starting with a full team of experienced professionals, United Scientific has implemented best practices throughout our company in the Twin Cities. Our methodology includes:
- Creating prototypes
- Designing for Manufacturability (DFM)
- Maintaining an ISO 9001 certification and 99+% accuracy factor,
- Customized inventory management
- Fulfillment solutions
United Scientific will apply our full range of best practices to your next project. Contact us today and let us put our experience and expertise to work on your next CNC precision machining project.
Design
CNC machining best practices start before any material ever hits the production floor. DFM is the first step in the optimally produced piece part.
DFM for machined parts starts with standardization:
- reviewing the design for any simplifications,
- replacing with standard parts wherever possible, and
- reducing the number of individual components.
Material selection is next, determining the most cost-efficient material that will:
- meet strength requirements,
- handle the environmental conditions of the final part, and
- meet functional needs such as being weldable, corrosive resistant, or heat treatable.
Also, whenever possible, choose material blanks in standard sizes rounding to the nearest 1/8 inch as smaller tolerances on starting blanks may require unique mill runs.
You should also consider the final part tolerances. The tighter the tolerances, the more time consuming and costly the machining process. Therefore, reviewing tolerances to allow for the maximum amount of variability while still maintaining a final working design will ensure the best value in your project.
Shop Floor
Now that you have optimized your design, it’s time to move the best practices to the shop floor. The main goals here are to:
- minimize WIP,
- minimize the number of touches to optimize the processes, and
- eliminate variation.
You can achieve these goals with Lean manufacturing processes and some Six Sigma techniques.
Lean manufacturing tools can range from something as high level as Hoshin Kanri, where you align company strategy to middle management tactics in the form of action taken on the floor. Or it can be as straightforward as incorporating 5S into the workstations:
- Sort
- Set in order
- Shine
- Standardize
- Sustain
Lean manufacturing works well as a best practice on the production floor.
While Lean takes out the excess waste in a product or process, Six Sigma takes out the variation.
One Six Sigma tool is utilizing run charts to establish upper and lower control limits for a machining process. Using process maps to define the workflow steps is another Six Sigma effort.
The point of implementing any of these best practices is so the manufacturing process can repeat regardless of shift, operator, or machine.

Supply Chain
Lean and Six Sigma are best practices not confined only to the shop floor. You should implement these best practices along the entire supply chain.
Sourcing and Procurement
Using swim lane diagrams to make sure the communication between functions is the most efficient and accurate every production step. This diagram is one way to implement Lean at the start of the supply chain.
Warehouse and Fulfillment
A critical best practice to incorporating Lean in the warehouse is minimizing steps and touches. If the most commonly used materials are located at the back of the warehouse, or moving materials to the production floor requires touching four different screens in the ERP software first, those moves require an excessive amount of time and overhead.
Locating the most commonly pulled materials, the least amount of physical distance from the production floor eliminates wasted steps.
Better yet, implementing a Kanban system ensures that materials are always available. A Kanban system pulls a standard quantity of the most commonly used materials whenever that item hits the low stock level value. This way, there is no downtime waiting on material moves.
To eliminate touches in the issuing process, determine how frequently the rest of the organization needs real-time inventory data.
Once the urgency of the inventory transactions is determined, utilize the most straightforward steps within the software, and complete the steps promptly within the defined time-frame.
Now, you’re assured that the rest of the organization has the most up-to-date information. Current information eliminates wasted time tracking down exact inventory levels or recalculating demand multiple times due to misaligned data.
Distribution and Logistics
Implementing standardized work in the distribution and logistics portions of the organization are also best practices that can lead to repeatable, auditable results. At United Scientific we have incorporated this best practice, as evidenced by an Independent ISO 9001 Auditor stating that we have one of the best internal audit programs ever witnessed.
This best practice culminates in United Scientific’s continuing ISO 9001 Certified status.

Technology
You might think that a technology best practice is ensuring you invest more money in the latest equipment and software upgrades. There is some truth to that; however, it is more important to upgrade your processes and people first.
Never throw a piece of software or equipment at a problem thinking that is the solution. Put the process steps in place first and then implement a software solution or new machine to speed those steps or increase capabilities.
As for technology and equipment, that brings us to our last CNC Precision Machining best practice area — Human Resources.

Human Resources
One final CNC precision machining best practice is to ensure that you have the most experienced and trained staff available. Continue providing training for your team, in all areas of your organization. You’ll keep their techniques and skills at the top of the industry standards. Everyone can benefit from this best practice.
When you need the best people, as well as the best practices utilized on your next piece-part production job, contact United Scientific. You can benefit from over 70 years of experience producing superior quality components at the highest accuracy rates around. Let’s put practice into action and be the best together.